Process intensification
Process Intensification refers to all the methods and techniques which lead to the creation of more compact and economical chemical process. Successful process intensification efforts generally create more sustainable processes through higher yields, lower waste, and smaller, more efficient equipment.
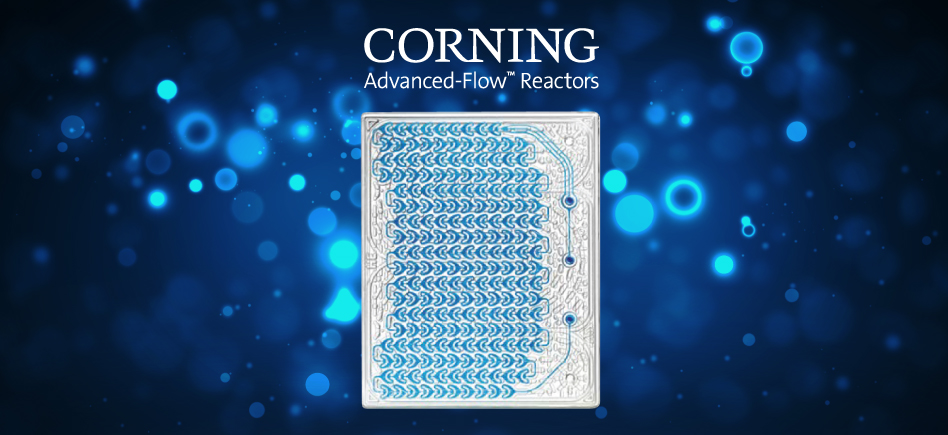
Microreactors such as Lab Reactor of Corning® Advanced-Flow™ Reactors are an example of a successful process intensification tool. These reactors have very small internal volume when compared to conventional batch reactors.
Lab Reactor of Corning®
The Lab Reactor is a flow chemistry platform that can be used for both conventional and photochemical reactions. These syntheses may be nitration, oxidation, photocycloaddition and other reactions. The reactor can process up to 600 grams/hour.
This metal-free system works up to 18 bar and it includes :
- Two PTFE HPLC pumps ranging a flow rate from 1 to 10 ml.min-1 and the possibility of using a third pump. (3rd pump is as an option).
- A gas flow meter ranging from 3 to 150 ml.min-1.
- A back pressure regulator.
- A thermostat capable over the range -5°C to +150°C.
- A 2.7 ml glass micro-reactor with the possibility of using a second one. (2nd micro-reactor is as an option).
- PFA connectors.

- A photochemistry module and a cooler (both devices are as an option).
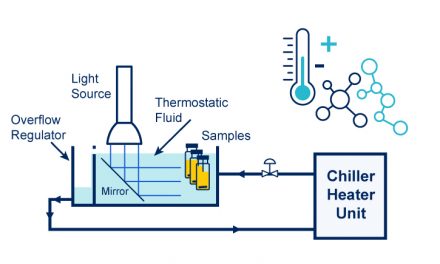
In the photoreactor, the reaction flow module is surrounded by two adjustable LED panels. The LED lighting unit is capable of 6 different wavelengths: 365 nm, 385 nm, 405 nm, 485 nm, 610 nm and white light. The LEDs are cooled to maximize their effectiveness and working lifetime. The LED panels are cooled to a constant temperature with the cooler to guarantee an optimum life for the LEDs and a stability of the results over time.

This very innovative and efficient flow chemistry system offers many benefits.
Lab Reactor’s benefits
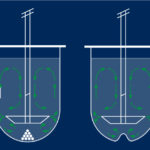
- Precise temperature control is possible due to the three-layer construction of each of the microreactor’s flow modules. The surface area for heat transfer relative to the volume of process fluid is higher in Corning AFR reactors than conventional reactors. This means that there is more area available for removal of excess heat.

Schema of the 3-layer principle in AFR technology
In the three layer construction, the central reaction zone is surrounded by two heat transfer layer. Reactants are pumped into the reaction zone which is surrounded on either side by flowing heat transfer fluid. The result is a heat transfer coefficient for modules that is 100 to 1000 times better than conventional batch reactors. This micro-reactor also allows an efficient temperature control. Exothermic and endothermic reactions can be carried out safely.
- The Corning® AFR reactor provides efficient mixing for both single and multiphase processes due to the patented Corning design.
The reaction flow path created by Corning® uses a patented HEART design to maintain efficient mixing along the whole reaction path. This design is 100 times more effective for multiphase systems than conventional mixers.

- Scaleup in reactors is simple because the heat and mass transfer performance is the same throughout the product line.
- Many reactions that were impossible to scale up in the past can be performed. Included in these are syntheses which require unstable reagents, or hazardous gases used for chlorination or ozonolysis.
- Process can be monitored continuously by IR, IR, Raman (not provided with the Lab Reactor).
- The low flow rate of the Lab Reactor minimizes solvent usage, energy and waste generation.
Many process experiments can be performed in the Lab Reactor in the time it takes to run one batch experiment allowing researchers to be more efficient.
Pictures are a courtesy of Corning®







{kind=link}